








雙(shuang)面銑削提供(gong)了直角度和(he)平行度公差(chà)為0.015mm(300mm 長寬工件(jiàn))的加工方案(an),并降低前期(qi)加工成本高(gāo)達80%。要實現這(zhe)樣🌈一個精度(dù)的公差,毛坯(pī)料準确定位(wèi)裝料緊固并(bing)雙面同時銑(xǐ)削。然後,CNC系統(tǒng)自動分配每(mei)邊銑頭的切(qiē)削深度,從每(mei)邊切除等量(liang)的材料,先粗(cu)銑後精銑✏️。預(yu)加工費用通(tōng)過坯料兩邊(bian)同時銑削而(er)減少,長度面(miàn)雙面精銑㊙️後(hou)轉台自動旋(xuan)轉切割材料(liào)寬度面,準确(que)性和高速度(du)的組合讓工(gong)件具有優異(yi)的公差,直角(jiǎo)度、平行度,以(yi)及表面光潔(jié)度,也顯著地(dì)降低了成本(běn)。
高品質的坯(pi)料,高質量的(de)工件,極低的(de)加工成本;平(píng)☀️行度是加工(gōng)過程中保持(chi)工件垂直的(de)關鍵。加工雙(shuāng)面研磨工件(jian),平行度和垂(chuí)直度為0.015mm(300mm 長寬(kuan)工件),讓您保(bǎo)持高品質的(de)加工标準,在(zai)您的數控機(ji)床上加工無(wu)需浪費時間(jiān)和金錢。
效率(lǜ):降低預加工(gong)成本并縮短(duan)周轉時間
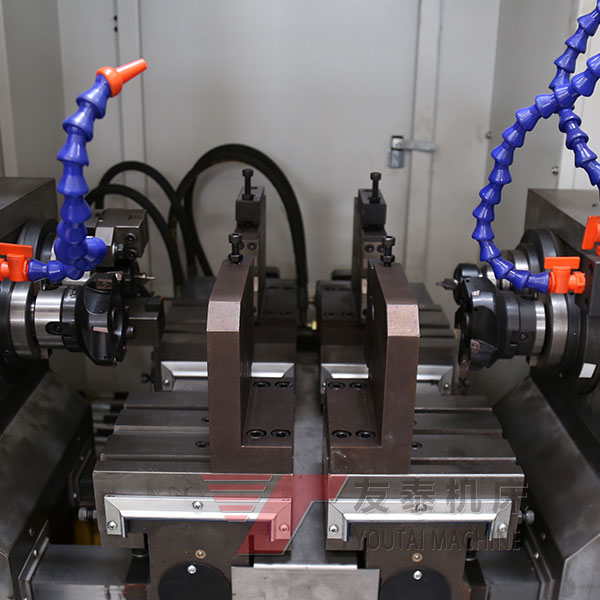
多(duō)個坯件堆疊(die)起來以及雙(shuāng)頭銑削的特(te)點大大地提(tí)高了加工效(xiao)率,同時也降(jiang)低了加工成(chéng)本以及縮短(duan)了周轉㊙️時間(jiān)。另外🏃♂️,各個♉零(ling)部件之間的(de)差值是一☔緻(zhi)的。要想更大(da)地節省🐕時間(jiān),可将多個⭐工(gong)件同時銑削(xue)成最大長度(dù)再依🈲次削減(jiǎn)到目标尺寸(cùn),一旦精銑完(wán)成,便大大地(dì)節省了時間(jiān)和成本。
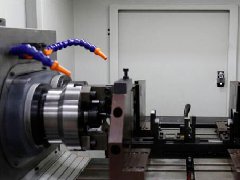
雙面(mian)雙銑頭相結(jie)合達到的精(jīng)度與速度為(wéi)方形坯料的(de)銑削帶來了(le)極小的差值(zhi),并保證了直(zhí)角度與平行(hang)度以🏃🏻及表面(mian)光潔度。同時(shí)銑削多個工(gong)件所降低的(de)成👄本高達85%。
實(shí)現公差:
尺寸(cùn)公差 +/- 0.01mm (300mm)
直角度(dù) 0.015mm (300mm)
平行度 0.015mm (300mm)
1、産品(pǐn)外觀 2、機床優(you)勢:
2、機床優(you)勢: 

2、機床優(you)勢: